Fluorescent Penetrant Inspection Process
Fluorescent Penetrant Inspection (FPI process) is a quick and reliable method to inspect your critical metal parts for cracks or flaws before or after the heat-treating process. Since FPI is a form of Non-Destructive Testing (NDT), it allows a qualified inspector to make an evaluation without causing damage to your part. This low-cost inspection can not only locate surface-breaking defects in metals, but it can also detect casting and forging defects, weld integrity, cold working defects and fatigue cracks on in-service components.
Capabilities
- Maximum part dimensions 19.00″ wide X 30.00″ long X 16.00″ tall
- Level 2 and 3 trained Inspectors (IAW NAS410)
- Method A (water washable)

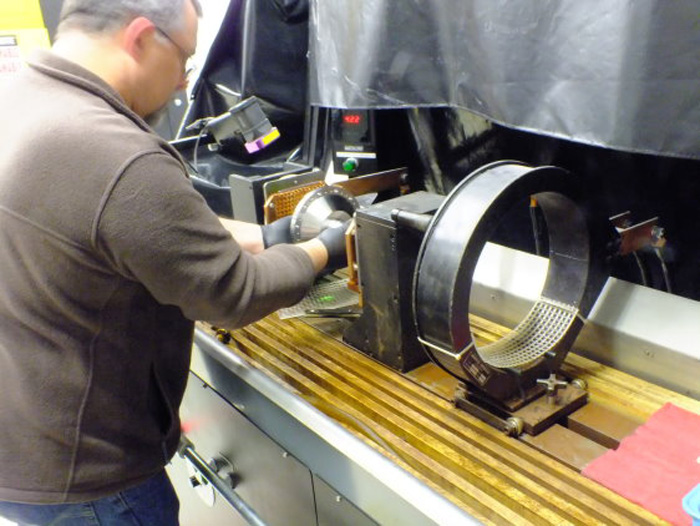
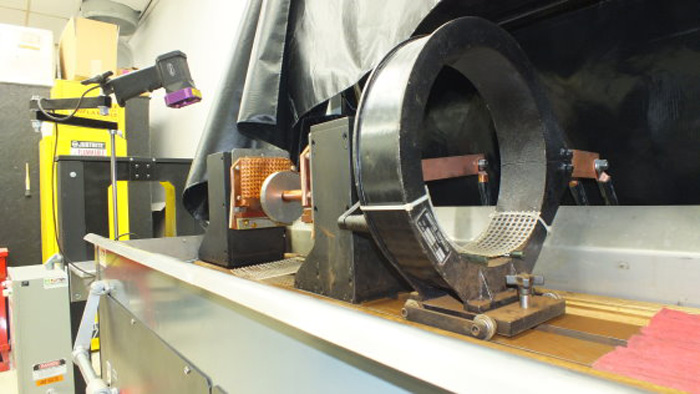
Magnetic Particle Inspection Process
Magnetic particle examination is a very effective nondestructive examination method for the detection of surface and near surface discontinuities. The part is magnetized with a suitable magnetizing force, then small ferromagnetic particles are applied (in a suspension) to the examination area. Magnetic flux leakage fields which occur at the location of discontinuities attract and hold the particles forming an indication. The indication is evaluated based on its size and shape to the acceptance criteria. This method is especially responsive to linear discontinuities such as cracks, nonmetallic inclusions (stringers), lack of fusion, and other conditions that cause a flux leakage. It will primarily detect those discontinuities at or very close to the surface in ferromagnetic materials.
Since the flux lines created with a magnetic field are directional, their orientation with the discontinuities must be considered. The maximum response occurs when the discontinuity is oriented at 90 degrees to the direction of the flux line.
Capabilities
- Maximum part dimensions 11.50″ diameter X 36.00″ long
- Level 2 and 3 trained Inspectors (IAW NAS410 rev. 3)
Capabilities
- Maximum part dimensions 19.00″ wide X 30.00″ long X 16.00″ tall
- Level 2 and 3 trained Inspectors (IAW NAS410 rev. 3)
- Method A (water washable)